分析|:防鏽失敗的原因有哪些?機加工件為何做了防鏽還是生鏽?

時間:2022-09-17
時間:2022-09-17

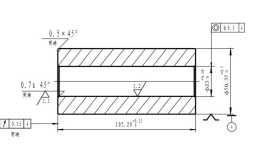
3、對實際在工件上加工的深度進行測量,在程式單上寫清楚刀具的長度及刃長(一般刀具夾長高出工件2-3MM、刀刃長避空為0...
時間:2022-01-22

時間:2022-06-07

時間:2022-04-09

時間:2021-12-25

鉸削餘量過大、鉸前孔不圓等都會造成鉸孔鉸刀振動,使孔徑擴大孔的表面不光潔產生原因:1...
時間:2021-12-02
在高冷成型溫度下,可能需要在1040°C下進行中間退火,然後快速冷卻,以恢復進一步的成形性...
時間:2022-03-04

時間:2022-01-03

時間:2021-05-20

時間:2020-09-19
時間:2021-12-31

最近工作出現的問題與大家分享一下,或許在射線檢測行業裡的朋友們也會遇到這種問題...
時間:2021-12-31
時間:2021-11-20

8)工件上料方式:自動放料至上料臺9)效率:6秒/一次產品什麼叫全自動液壓整形機二、裝置的特點:1、高效、省時、省力...
時間:2021-10-20

時間:2021-12-02

數控無心磨床採用貫穿法磨削外圓表面,即工件放在託板上被導輪帶動迴轉,由於導輪軸線相對工件軸線傾斜α角度,由此產生了水平分速,使工件作軸向進給...
時間:2021-11-27
時間:2021-11-26
時間:2021-11-22
時間:2021-11-26

圖8 用線切割方式去除工件外形餘量圖9 線切割去除左右兩側毛坯工藝分析:線切割加工本身產生的熱量較少,能夠有效地減少基體變形...
時間:2021-11-23